Geef de corpuspers de plaats die ze verdient
 Een nauwkeurige en veilige klemming, perfect instelbare persdruk en snelle verwerking zijn slechts enkele van de eigenschappen waar een corpuspers mee kan uitpakken. Als de machine goed ingezet wordt, verdient ze zeker een vaste plaats in uw productieproces.
Een nauwkeurige en veilige klemming, perfect instelbare persdruk en snelle verwerking zijn slechts enkele van de eigenschappen waar een corpuspers mee kan uitpakken. Als de machine goed ingezet wordt, verdient ze zeker een vaste plaats in uw productieproces.
montagekwaliteit
De assemblage van uw stukken tot een prachtig meubel is een van de laatste stappen in het productieproces. Maar tegelijk is het ook een relatief arbeidsintensief proces: drevels aanbrengen, verlijmen, klemmen, persen ... De montagekwaliteit heeft een aanzienlijke invloed op de tevredenheid van de eindklant over het product. Of het nu gaat om een uniek ontwerp, fabricage op maat of serieproductie en wars van de ruimte (keuken, kantoor, slaapkamer ...) waarin het meubel komt te staan: mooi afgewerkte verbindingen zijn een belangrijk teken van kwaliteit bij voorgemonteerd meubilair.
diversiteit versus efficiëntie
Maar er is meer. Klanten van vandaag willen meer persoonlijke keuzes kunnen maken, zélf kiezen hoe hun meubel eruit moet zien. We worden met andere woorden geconfronteerd met twee evoluties die elkaar wat tegenwerken: enerzijds de drang naar efficiënter werken en anderzijds een stijging in het aantal meubeluitvoeringen.
Mooi afgewerkte verbindingen zijn een belangrijk teken van kwaliteit bij voorgemonteerd meubilair
Waarom deze elkaar tegenwerken, is duidelijk: meer diversiteit in uitvoeringen betekent kleinere series en wie kleinere series zegt, zegt meer herinstellen van machines. Machines die de doorlooptijd zoveel mogelijk beperken, hebben dus een voetje voor. In hedendaagse CNC-machines is die trend al langer ingebed in het bewerkingsproces. Denk maar aan machines die na het lezen van de barcode van een onderdeel zich instellen op de afmetingen en volautomatisch het nodige gereedschap aanpassen. Vandaag zien we ook bij corpuspersen meerdere uitvoeringen, waarbij ook hier de graad van automatisering naar eigen wens kan worden gekozen. De stijgende performantie maakt deze machines een onmisbare schakel voor wie met veel drevelverbindingen werkt.
Doorloop of stand-alone
We zien bij deze machines een opdeling in twee grote types: de standalone corpuspersen en de doorlooppersen.
 In het eerste geval is het de bedoeling dat de operator het stuk voorbereidt en manueel in de machine plaatst. Vervolgens zal de machine het stuk klemmen in een hoek om de gewenste persbeweging uit te voeren. De operator kan dan het stuk eruit nemen, of dit kan ook automatisch verlopen.
In het eerste geval is het de bedoeling dat de operator het stuk voorbereidt en manueel in de machine plaatst. Vervolgens zal de machine het stuk klemmen in een hoek om de gewenste persbeweging uit te voeren. De operator kan dan het stuk eruit nemen, of dit kan ook automatisch verlopen.
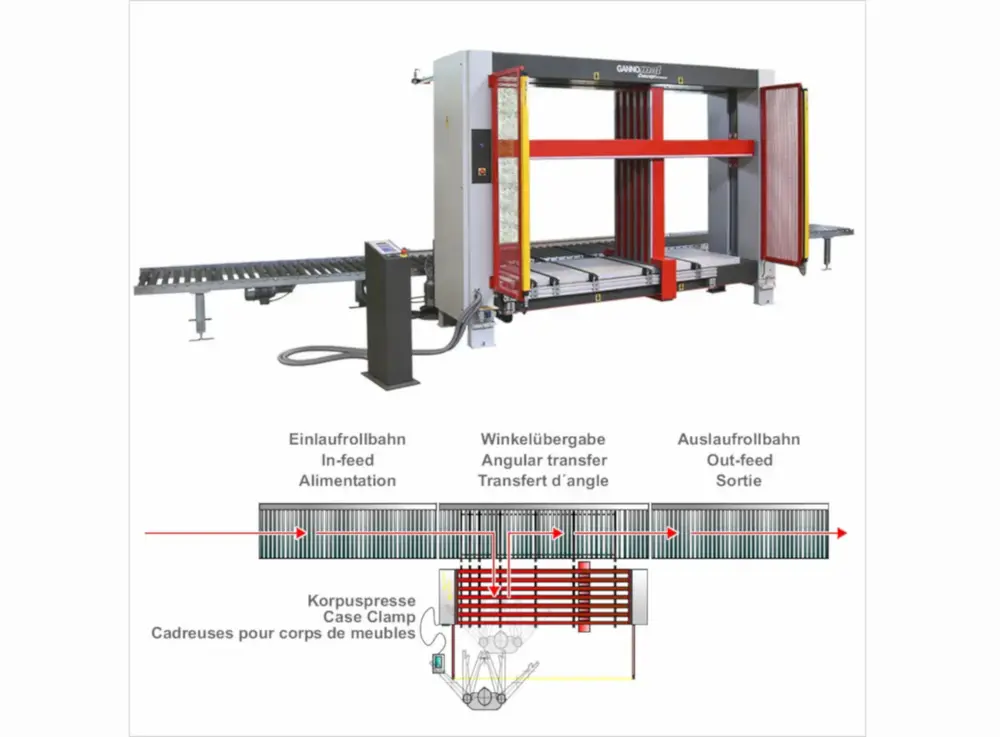
Bij een doorlooppers wordt het stuk automatisch aangevoerd vanaf de assemblagetafel en vervolgens automatisch opgemeten en geperst. Deze uitvoeringen vinden we vooral terug in gevallen waar een zekere hoeveelheid aan stukken verwerkt wordt.
Vandaag zijn er bij beide uitvoeringen toestellen op de markt met een zeer uitgebreide actieradius wat afmetingen betreft, waardoor een groot aandeel van de corpussen met deze machines kan worden verwerkt. Het vooroordeel dat corpuspersen eerder voor kleine stukken geschikt zijn, mag bij deze dus in de vuilnisbak.
Een goede eindkwaliteit staat of valt met de persdruk en de nauwkeurigheid van de klemming
Persdruk en nauwkeurigheid
Een goede eindkwaliteit staat of valt met de kwaliteit van twee subfactoren: de persdruk en de nauwkeurigheid van de klemming. De persdruk bepaalt de kracht waarmee de stukken tegen elkaar geklemd worden op de drukplaten. Voor beide kolommen (horizontaal en verticaal) varieert de persdruk in de markt tussen ongeveer 1.500 tot 3.000 kg, maar in principe is er toch 2.000 kg nodig om de drevels goed dicht te duwen. De druk op het corpus kan op meerdere manieren gecreëerd worden, maar vandaag verloopt dat meestal via elektromechanische weg. Elektromotoren sturen de kogelomloopspindels aan, die de druk overbrengen op de drukpunten. Door de kogelomloopspindels te combineren met servomotortechnologie kan een zeer nauwkeurige werking worden gegarandeerd.

Om beschadiging te voorkomen kan de horizontale kolom voorgespannen zijn, waardoor de balk licht bol staat (gebombeerd). Als er dan kracht op komt, wordt deze pas bij de druk egaal recht gebracht waardoor de kracht gelijkmatig wordt overgebracht.
aanloopsnelheid en druksnelheid
De meesten onder ons hebben een hekel aan wachten terwijl een machine haar werk doet. Dat kon in het verleden weleens vervelend zijn, omdat de drukplaten tergend traag uitschoven tot tegen het werkstuk. Vandaag is dat euvel grotendeels verholpen omdat met twee snelheden gewerkt wordt: de aanloopsnelheid en de druksnelheid.
De aanloopsnelheid van de drukplaten is sneller, pas bij het naderen van het stuk wordt overgegaan naar de tragere druksnelheid. De sturing verloopt via de ingestelde timer die de perstijd bepaalt, waarbij de persbeweging start op basis van informatie van een sensor. Pas als die het werkstuk opmerkt, wordt de persbeweging gestart. Daarnaast zijn er nog andere mogelijkheden om de kast exact te benaderen, zo zijn er ook systemen die werken met een voeler die de kast detecteert.
De nauwkeurig instelbare perskracht maakt het mogelijk om ook kasten met delicate oppervlakken te persen

Bij doorlooppersen wordt gebruikgemaakt van sensoren en elektronische encoders om te bepalen waar het corpus zich exact bevindt. Zo wordt het stuk opgemeten en de informatie voortdurend teruggekoppeld naar de PLC-sturing. Sleutelfactoren als stuklengte en -hoogte en -diepte worden gescand wanneer de kast wordt ingevoerd, waarna de transportbanden, de drukbanden van de bovenwals en de zijdelingse drukelementen automatisch gepositioneerd worden.
Automatiseringsopties
De nauwkeurig instelbare perskracht maakt het mogelijk om ook kasten met delicate oppervlakken, dunne wanden en kleine kasten te persen. Nachtkastjes vormen zo bijvoorbeeld geen probleem. Daarnaast zijn er nog enkele handige add-ons om u het werk makkelijker te maken. Een extra werktafel of een kantelhulp kan dan weer voor grotere stukken interessant zijn om beschadiging te voorkomen, in theorie is het zelfs mogelijk om een robot in te schakelen voor de aanvoer.
Dankzij de mogelijkheid om persvlakken ongebruikt te laten, en de aanwezigheid van uitsparingen en speciale inzetstukken kunnen diverse stukken verwerkt worden: bodems, lades, jaloezieën en zelfs meubelstukken in verstek kunnen worden verwerkt. Deze extra mogelijkheden zorgen ervoor dat de pers breed ingezet kan worden in een bedrijf.
Inbedden in de productielijn
Een machine aanschaffen is één zaak, maar vaak wordt de inplanting in de rest van het productieproces vergeten. En dat is zonde, want voor de productie biedt de integratie van een corpuspers een vereenvoudiging als het goed uitgevoerd wordt. Voor het lijmen van een eenvoudig stuk zijn bijvoorbeeld niet langer acht tot twaalf klemmen nodig, en de ruimte die nodig zou zijn voor het lijmen, is beschikbaar voor de eindassemblage. Bovendien is het dankzij een corpuspers ook mogelijk om het lijmen van de eindafwerking te scheiden. Dat opent perspectieven om het werk efficiënter in te delen: eerst alles verlijmen, dan de machine zijn werk laten doen en pas daarna de afwerking. De impact van een corpuspers op het proces is dus alleen maar positief te noemen. Daar komt bovenop dat er in principe weinig verkeerd kan lopen tijdens de werking, het onderhoud aan een corpuspers is dus beperkt.
Wie veel via drevels verbindt, is dus zeker gebaat bij een corpuspers. Maar we zien dat ondanks het egale aandrukresultaat en de snelheid waarmee gewerkt kan worden, deze machine toch nog niet alomtegenwoordig is in de huidige schrijnwerkerijen. Na een zaagmachine, kantenaanlijmer en de stap naar een CNC, is dit nochtans de volgende logische stap in de bedrijfsvoering.
Met dank aan: DB&S Machines, Haco Trading, Philips Constant en Viva Machines





